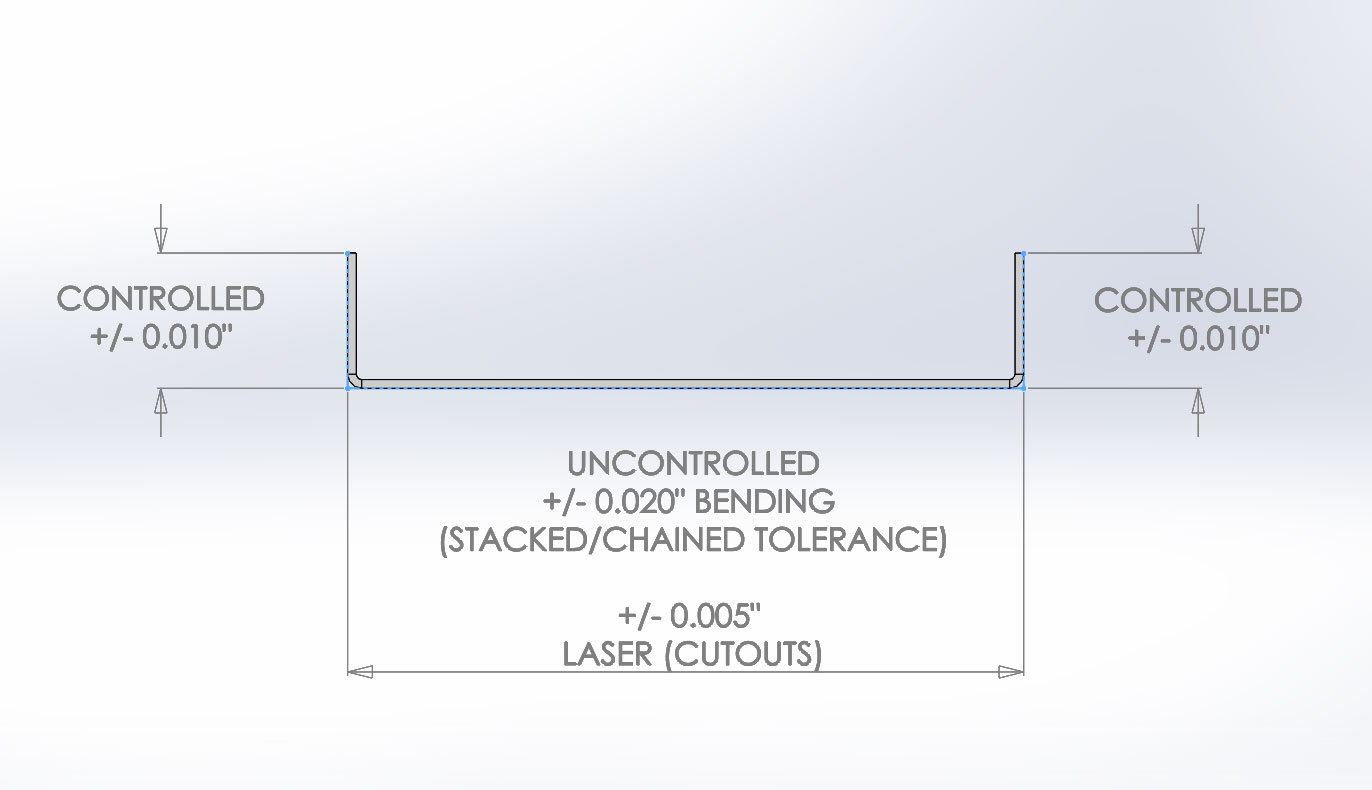
Folder bend length 0 010 0 25mm per bend for controlled dimension.
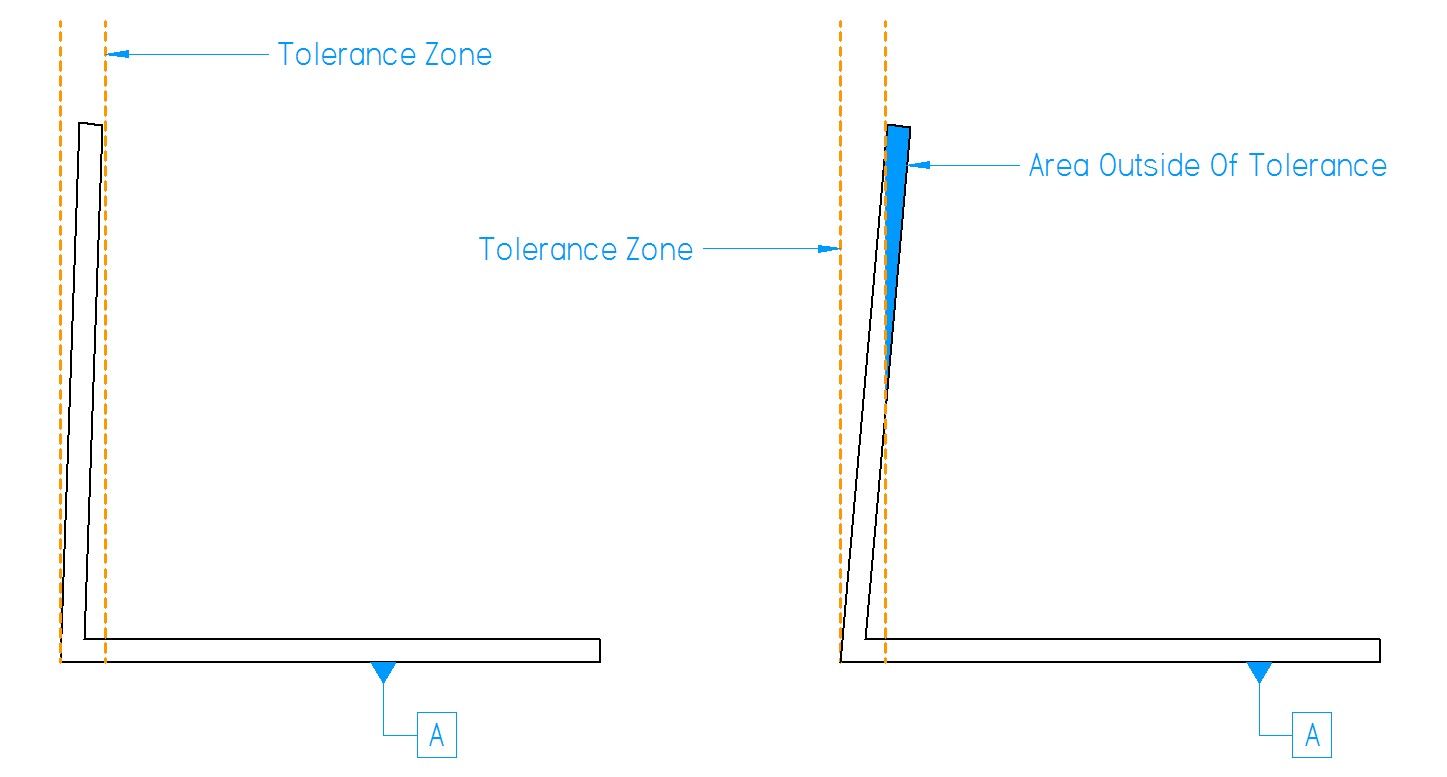
Bend angle tolerance sheet metal.
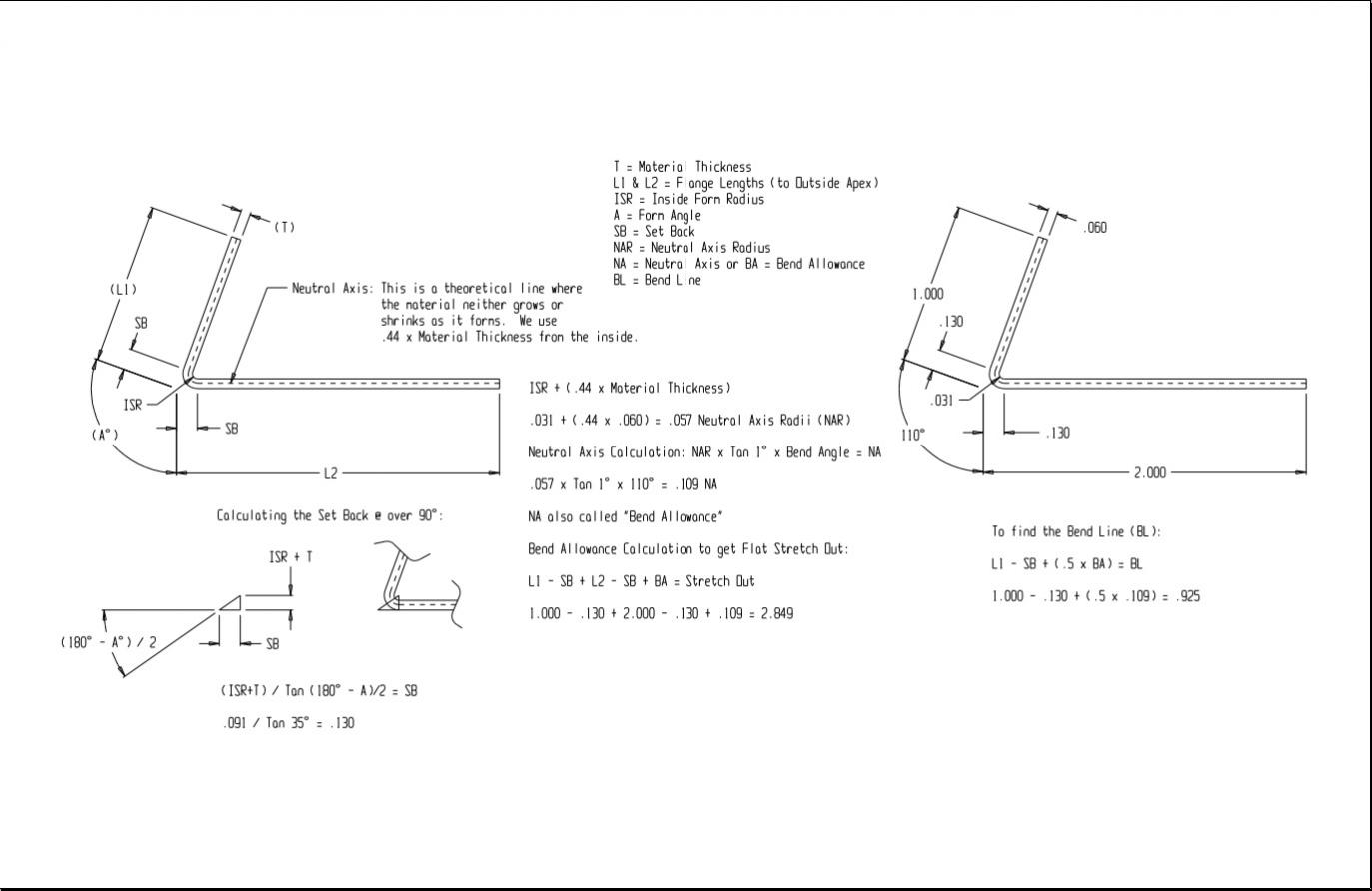
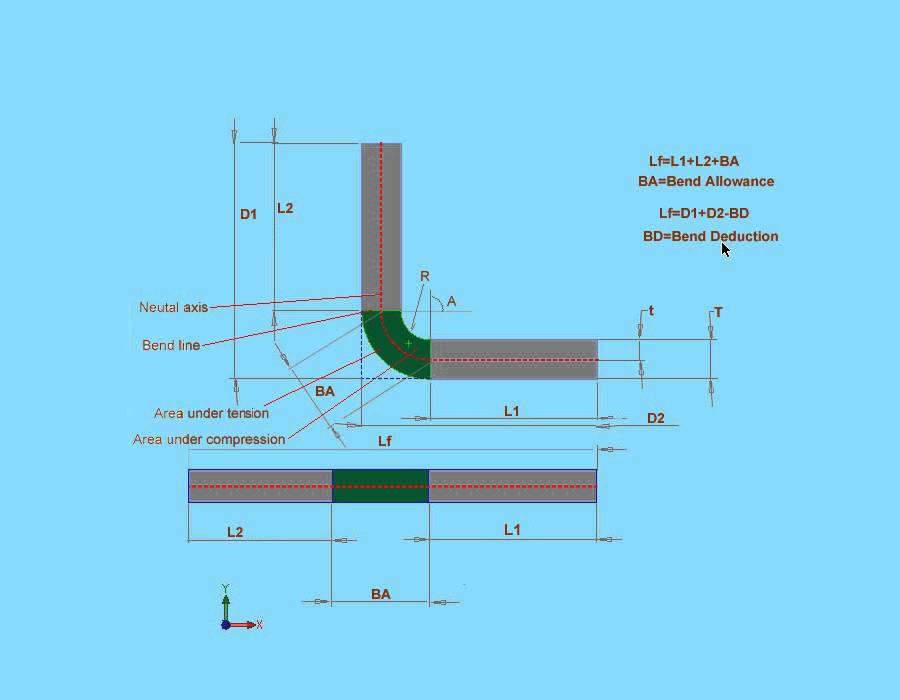
From there we can calculate the k factor and the bend deduction.
We will start by calculating the bend allowance.
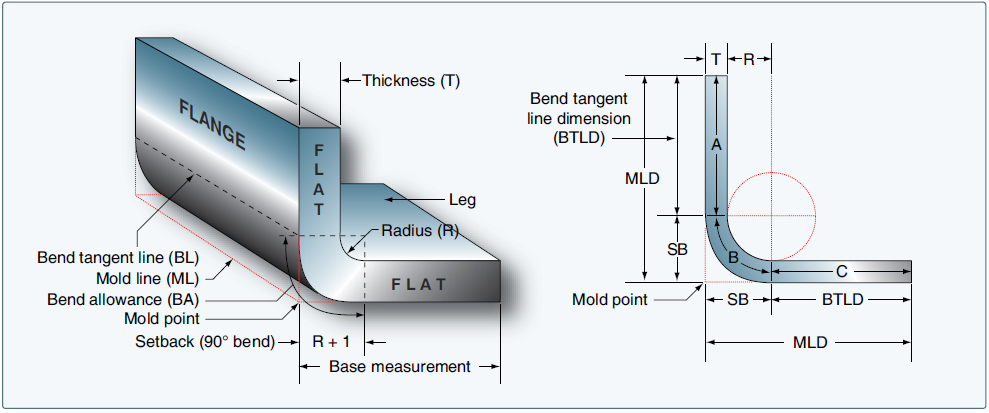
The bend allowance and bend deduction are two measures that relate the bent length of a piece of sheet metal to the flat length.
Press brake bend length 0 010 0 25mm per bend for controlled dimension.
Bending is a process whereby a force is applied to sheet metal which causes it to bend at an angle and form the desired shape.
The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend.
However minor differences from coil to coil and from the beginning of the coil to the end are possible.
Bending is performed by a press brake machine that can be automatically or manually loaded.
The main reason different die angles exist in air bending is not to bend different angles but instead to allow the punch to descend far enough into the die space to overbend for springback.
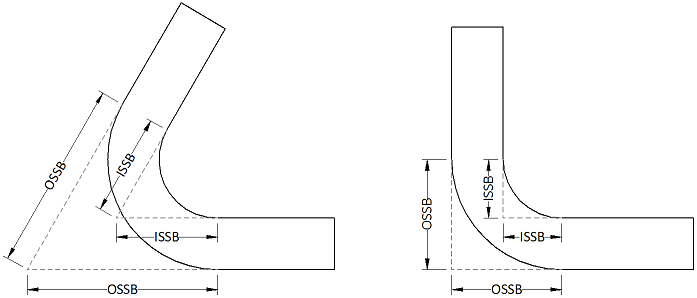
The bend deduction is the amount the sheet metal will stretch when bent as measured from the outside edges of the bend.
The bend radius refers to the inside radius.
What determines an air bent bend angle is the relationship between the width of the die opening and the depth of penetration into the die space.
The diagram shows one such mechanism.
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Refer to the chart for values for folder as well as various press brake tooling combinations.
When sheet metal is bent it stretches in length.
The metals industry typically does a great job of controlling metal specs.
The sheet metal bending height should be at least 2 times the thickness of the sheet metal plus the bending radius that is h 2t r.
The key to successful tight tolerance bend angle control is to design the die so that it can be easily quickly and safely adjusted within the boundaries of the press.
The formed bend radius is dependent upon the dies used the material properties and the material thickness.
Geometry of tooling imposes a minimum bend dimension.
Figure 2 illustrates the sheet that is bent with the bend angle of 90 degrees.
After bending the sheet we need to do some measurements as shown in figure 2.