Step 3 heat part until black soot goes away.
Bending aluminum sheet into u channel.
Any order for an aluminum forming specialist should state the requirements that would allow the section to fit into or.
This is done through the application of force on a workpiece.
Miserable to bend cracking is very common and cold bending will always weaken the metal.
I am using 24 long sheet metal stock cut into 4 thick pieces.
Asymmetry is the enemy of easy bending which is why channel sections can be so difficult to form.
The aluminum is now as soft and bendable as it can be.
And coat the area to be bent with soot step 2 turn on o2 and set rose bud to a normal flame.
Note that aluminum does not change color when heated so getting burned becomes a real concern.
Bending is one of the most common sheet metal fabrication operations.
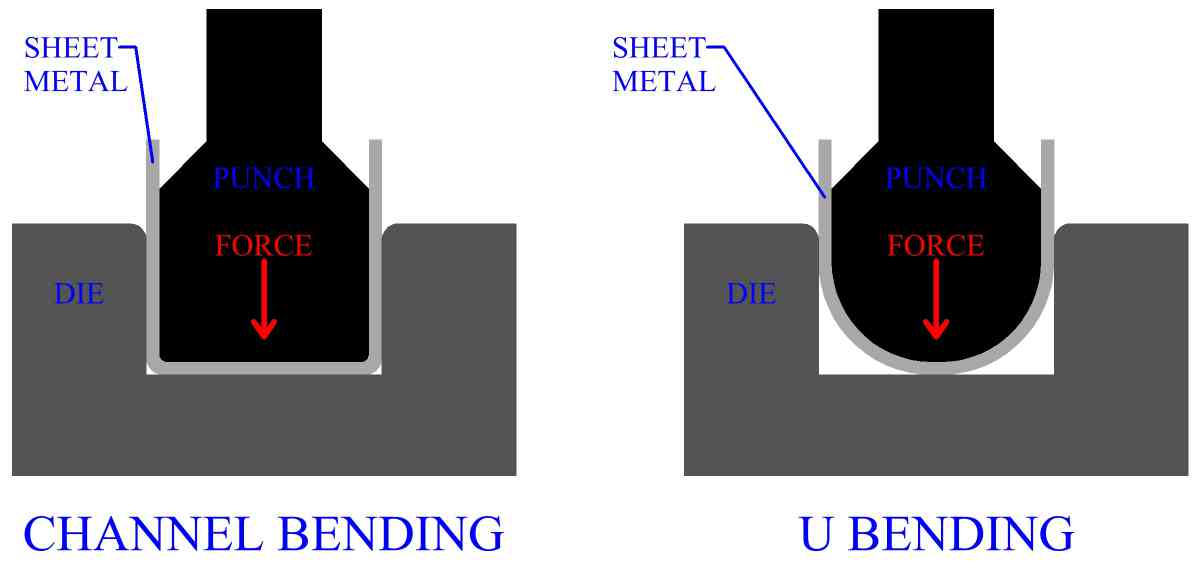
Punch and die are manufactured with certain geometries in order to perform specific bends.
Proper bending can be done with annealing the aluminum first although it s not an ideal candidate for formed parts.
3 16th thickness steel is the max thickness most scrolling machines accept.
This makes the aluminum about as bendable as it can get.
You have now annealed your 6061 t whatever into t 0 and it should bend without cracking.
This would be ideal for a press brake but i do not want to invest a ton of money in a heavy duty one.
I like scroll work but a lot of it looks very skinny and weak.
A u bend is made with a u shaped punch of the correct curvature.
This should anneal the 6061 t6 or other t into a t 0 material.
Step 1 use just act.
Also as aluminum comes from the mill it develops a coating aluminum oxide as it cools.
I can not make thin u channels.
When i bend both sides 90 degrees i get about a 1 5 inch thick channel which works great.
The sheet metal i am forming is 20 gauge.
π 180 x b x ir k x mt bend allowance ba where b is the angle complementary to your desired bend angle 1 to 180 degrees mt is the thickness of the material ir is the inside radius and k is the k factor.
The force must exceed the material s yield strength to achieve a plastic deformation.
How to bend sheet metal without a brake in 4 different methods with minimal or homemade tools.
Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Highly formable and one of the best kinds of aluminum to bend.
You can find your bend allowance with the following formula.