Synchronous sheet metal is pretty cool even cooler than just normal synchronous modeling if you ll excuse that word.
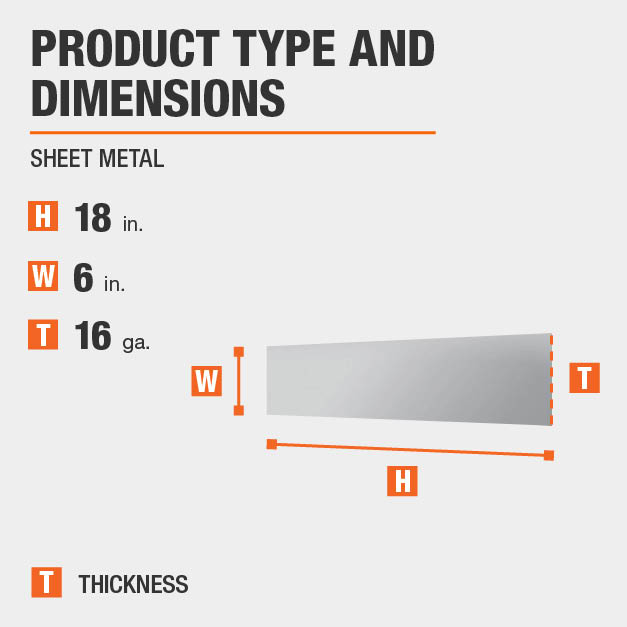
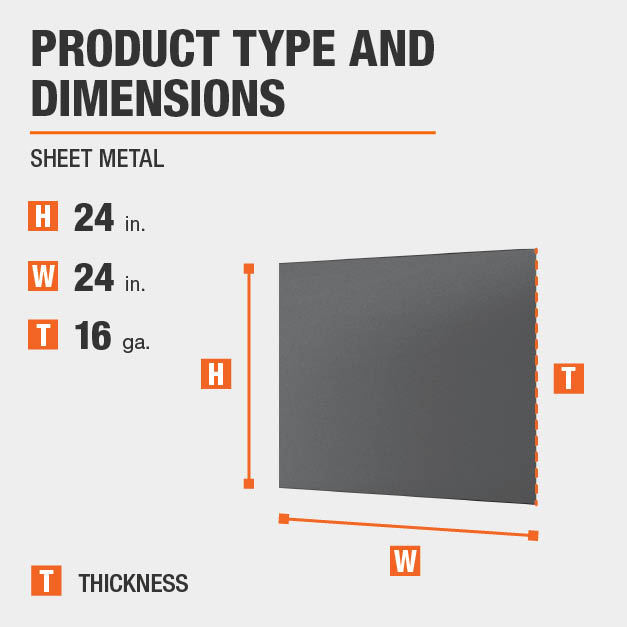
Bend relief size for 16 gauge sheet metal.
The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend.
Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
In general a minimum bend relief is equal to the material thickness plus the inside bend radius.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Bend radii minimum bend sizes it is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
As this happens you gain a small amount of total length in your part.
For example if you make a partial flange as above using all the defaults the software makes relief cuts at the end of the bends as shown to the right.
There are two things that can be done to reduce the risk of sheet metal tearing.
As this happens you gain a small amount of total length in your part.
The bend allowance and bend deduction are two measures that relate the bent length of a piece of sheet metal to the flat length.
When designing sheet metal parts and enclosures it is helpful to use these values as the basis for your design.
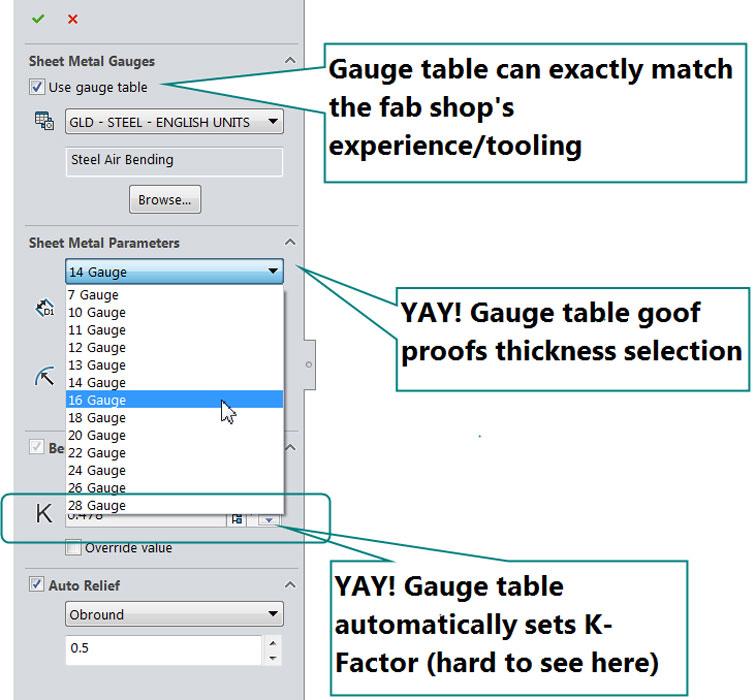
When working with sheet metal it is common for the term gauge to be used someone unfamiliar with the gauge system may not understand what is meant by 18 gauge steel for example.
If it is ok for the metal to rip the minimum bend relief is zero.
Bend radii minimum bend sizes.
To eliminate this a bend relief is added so the edge of the sheet metal is perpendicular to the bend.
Use this document to choose values that are both manufacturable and meet your needs.
Likewise when you are trying to develop a flat pattern you will have to make a deduction from your desired part size to get the correct flat size.
The minimum bend radius data shown in these charts is measured to the inside of the bend.
Bend radii and minimum bends are limited to certain values or ranges which are determined by the equipment and tooling combinations available to the manufacturer.
To help this blog will explain the gauge system and features a sheet metal gauge chart.
Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
You should also incorporate the use of bend relief cuts with a thickness of at least the thickness of the material with strong preference for bend relief cuts of a thickness.
Therefore the bend allowance added to the flange lengths is equal to the total flat.